Advantages of Stainless Steel Heat Exchanger Tubes Compared to Other Materials
In industrial heat transfer systems, selecting the right tube material determines efficiency, reliability, and long-term operating costs. The advantages of stainless steel heat exchanger tubes compared to other materials such as copper, carbon steel, aluminum, and titanium make them the preferred solution for demanding industries. With superior corrosion resistance, temperature adaptability, strength, and hygiene, stainless steel ensures greater value and longer service life.
1. Superior Corrosion Resistance
Stainless steel grades such as 316L and 2205 duplex contain chromium, nickel, and molybdenum, forming a self-healing oxide film that resists acids, alkalis, salts, seawater, and industrial wastewater.
- Copper tubes, however, corrode in acidic media, forming deposits that reduce efficiency and risk contamination.
- Carbon steel tubes rust quickly in humid or saline conditions, lasting only one-third the lifespan of stainless steel.
- Aluminum tubes resist atmospheric corrosion but suffer pitting in chloride-rich environments like seawater.
For customers, this means fewer leaks, less unplanned downtime, and reduced replacement costs over the system’s lifecycle.
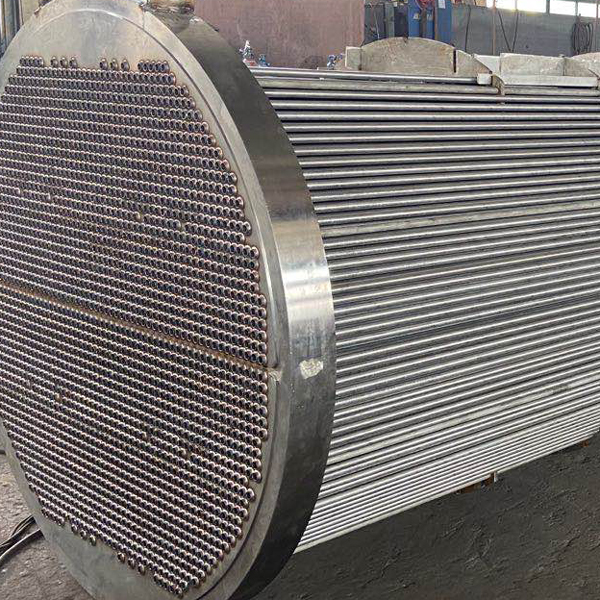
Industrial stainless steel heat exchanger tubes in chemical plant
2. Outstanding High- and Low-Temperature Performance
The advantages of stainless steel heat exchanger tubes compared to other materials include remarkable stability across a wide temperature range.
- High temperatures: 304 stainless steel works up to 650°C, while 310S withstands 1200°C without losing strength.
- Low temperatures: Stainless steel maintains toughness at -196°C, making it ideal for LNG and cryogenic processes.
By contrast, copper weakens above 250°C, aluminum softens above 200°C, and carbon steel becomes brittle below -20°C. Stainless steel ensures consistent performance, helping operators achieve safe and reliable operations in extreme conditions.
3. High Mechanical Strength and Durability
With tensile strength around 520 MPa, stainless steel handles pressures above 10 MPa, resisting erosion, particle abrasion, and fluid impact.
- Service life is 3–5 times longer than carbon steel and 2–3 times longer than copper, which directly reduces downtime and maintenance costs.
- For customers, this translates into improved productivity, higher ROI, and extended equipment life.
4. Hygienic and Safe for Sensitive Applications
Grades like 304 and 316L meet FDA and GMP standards, ensuring safe use in food, pharmaceutical, and water treatment systems.
- Copper tubes may release ions affecting taste and purity.
- Galvanized tubes risk zinc contamination.
The smooth surface of stainless steel prevents bacterial growth and biofouling, supporting CIP cleaning and guaranteeing hygienic, reliable heat transfer in sensitive environments.
5. Cost-Effective Over the Lifecycle
While initial investment may be higher, the advantages of stainless steel heat exchanger tubes compared to other materials become clear when considering lifecycle costs. Stainless steel’s extended service life, reduced maintenance, and minimized corrosion losses lower the total cost of ownership.
Additionally, stainless steel is 90% recyclable and offers higher scrap value than aluminum or carbon steel, further enhancing economic benefits.
6. Broad Adaptability Across Media and Environments
Stainless steel adapts to corrosive liquids, gases, high-temperature flue gases, and slurry-based fluids where other materials fail.
- Titanium provides excellent corrosion resistance but is up to five times more expensive than 316L.
- Nickel alloys perform well but lack cost-effectiveness.
Stainless steel provides the most practical balance of performance, safety, and economic value.
When evaluating the advantages of stainless steel heat exchanger tubes compared to other materials, the benefits are clear: unmatched corrosion resistance, superior temperature adaptability, high mechanical strength, hygienic safety, and overall cost-effectiveness. For industries such as chemicals, power generation, food, pharmaceuticals, and desalination, stainless steel remains the most reliable and economical choice for critical applications.
At Ganyeah Group, we manufacture premium stainless steel heat exchanger tubes engineered to extend equipment life, lower maintenance costs, and maximize operational efficiency. Partner with us to secure long-term value and ensure the success of your projects.
Contact us today to learn more about tailored solutions for your industry.
Related Articles:
- Applications of Stainless Steel Heat Exchanger Tubes
- Stainless Steel Heat Exchanger Tubes vs. Fluid Pipes: Key Differences and Industrial Applications
- How to Choose the Right Stainless Steel Heat Exchanger Tubes or Fluid Pipes
- How to Improve the Heat Transfer Efficiency of Stainless Steel Heat Exchanger Tubes
- Factors Affecting the Fouling Thermal Resistance of Stainless Steel Heat Exchanger Tubes